


Former Heidelberg Executive on Maximizing Productivity of a Sheetfed Offset Press


Jim Dunn
OK, perhaps it’s a stretch to compare printing to NASCAR. But if we tried to make some high-level comparisons, what would we find?
I should first say that I am a bit of a data junkie. During my three decades in the printing industry, I witnessed the development of data analytics to help printers become ever more efficient. Modern printing equipment employs telemetry, allowing the machines to send data to remote servers and, in doing so, provide highly accurate and detailed recording of machine functions and operational performance.
Besides being a data junkie, I am also a “recovering accountant,” which compels me to look at the financial consequences of operational efficiency. But, let’s get back to NASCAR.
Stock car racing started out during the U.S. Prohibition era with souped-up street cars. Today, NASCAR is a multiple billion-dollar business using extremely sophisticated cars and systems. Anyone who has watched a NASCAR race on TV can witness the level of data analytics being utilized during a race. To make some comparison between printing and NASCAR, I selected the 2014 Pure Michigan 400 run at the Michigan International Speedway, considered one of the best and fastest tracks on the circuit.
Jeff Gordon won the pole at 206.6 mph and also won the race in 2 hours, 49 minutes and 16 seconds at a race speed of 141.8 mph. For those not familiar with Jeff Gordon, he is one of the all-time top race car drivers. He has driven in 788 NASCAR races, winning 92 times and finishing in the top 10 467 times. Looking into Gordon’s win in Michigan, we can make a simple calculation of his race performance compared to his car’s maximum capability.
Assuming that his pole speed of 206.6 mph is the top limit of the car, we can calculate his race performance at 68.6% of top rated speed (141.8 ÷ 206.6 = 68.6%). Quite amazing when you think about yellow flags, red flags and pit stops. Maybe not so amazing when you factor in the quality of the car, the driver, the pit crew, the tires, the additives and the team leadership.
And who is the Jeff Gordon of printing? While there is no official stats on this, my personal knowledge leads us to a commercial print shop in Swindon, U.K., by the name of ESP Colour. This shop operates Heidelberg Speedmasters — an XL106 and an XL105. So here are ESP’s numbers. The XL106 produced 90 million sheets this past year running 120 hours per week. The maximum theoretical output, therefore, is 112.3 million sheets (18,000 sph x 120 hours x 52 weeks). So, ESP achieves 80% of the theoretical maximum and they achieve this with an average run length of 4,050 impressions. This makes Jeff Gordon look like he races with a foot on the brake!
So how does the average commercial printer stack up? We can use OEE (Overall Equipment Effectiveness) to see some interesting numbers. First a quick recap of OEE:
Measures three performance stats:
- Production speed as percent of machine rated speed.
- Amount of time producing product as percent of total time.
- Percent of good sheets versus total sheets (waste).
Like race speed versus qualifying speed in NASCAR, OEE includes all of the challenges of daily print operations, including makereadies, press checks, maintenance and repairs.
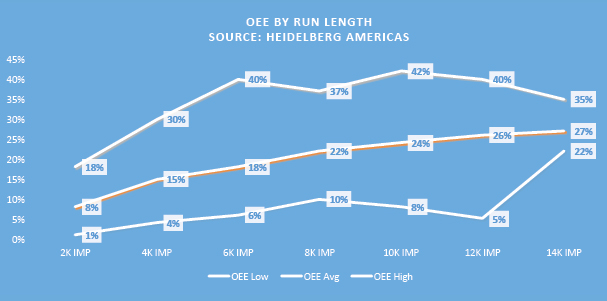
The chart above represents a sample of 320 late-model offset printing presses. The weighted average Overall Equipment Effectiveness (OEE) is ~23%.
The graph above shows the distribution of Overall Equipment Effectiveness when compared to run length.
Now, let’s compare the average printer OEE against the top performer [ESP Colour] to see what percent of “winning performance” is being achieved. If we take 23% OEE divided by 80% OEE, we get 29% of top performer. Deductively, if the average NASCAR car in the Michigan race ran at 29% of Jeff Gordon, their average speed would be 41 mph and they would have finished the race in 9 hours and 45 minutes. The slowest would take days to complete the race!
What’s the point of this? The numbers tell us that average output of a sheetfed offset printing press is far, far below the design specifications. And since this is typically the largest equipment investment in a commercial printing enterprise, there is a significant likelihood that this is the case for other production equipment. This brings us to the question of how to get back in the race.
In general, there are three paths to achieving high productivity. The most common is adopting formal continuous improvement processes. This methodology has accounted for much of the productivity increases over the past century. Countless books and lectures have covered this topic and its “patron saint” Edwards Deming and his moniker Total Quality Management (TQM), which remains a cornerstone of this approach.
The next method extends the TQM approach into a holistic exercise in which process improvements are leveraged to increase revenue. An example of this could start with a TQM analysis of makeready times. The reduction of makeready times will result in more available press time, but what do you do with it? Naturally, the best solution is to sell the time, but to whom and what products? The leverage comes from analyzing job performance data to determine the most profitable job mix and test it against market opportunities. This gives the sales team a strong and focused offering with well-priced products that can produced with confidence, efficiency and solid profitability.
The third approach is unique. It does not have a name, but for purposes of the discussion we will call it “Bypassing Continuous Improvement.” It is the process of moving from current state to world class in one go. It is not for the faint of heart and it takes commitment, capital and courage.
The difference between the three approaches is clear. Continuous improvement looks at specific processes and applies measurements and analysis to continuously refine the process for higher yield. Leveraged improvement’s objective is increased profitable revenue. “Bypassing Continuous Improvement” looks for the highest levels of performance and commits itself to get there.
The performance levels are based on a holistic organizational approach and could include such items as:
- Highest customer satisfaction level
- Highest return on sales
- Highest sales per employee
- Highest return on assets
- Highest OEE
- Highest employee satisfaction level
Naturally, the question becomes what prevents organizations from achieving great performance? We will find the answer to be far less technical and far more the result of the human condition.
Our next article will focus on Leveraged Continuous Improvement in a very dramatic way of nothing less than 20% year-over-year growth. The final article will look at Bypassing Continuous Improvement — going from good to world class in one move.
In the meantime, you may want to read an article by Jim Collins, author of “Good to Great” at www.jimcollins.com. Additionally, do a little research on the military term “Commander’s Intent.” PI
- Companies:
- Heidelberg
Jim Dunn is president of Print Media Advisors and consults to the print media industry with a focus on revenue growth and operational efficiency. He spent more than 30 years in the printing industry, most recently as head of Heidelberg’s North American operations.



